|
24 / 7
|
|
||||||||||||

 Беларуская
Беларуская
 English
English
 Français
Français
 Қазақ
Қазақ
 Українська
Українська
Силовые (общепромышленные) трубогибочные станки
TМ-76, TМ-90, TМ-108, TМ-114
Силовые трубогибочные станки предназначены для гибки достаточно больших труб (до диаметра примерно 114 мм), как с тонкими, так и с толстыми стенками; такие станки успешно применяются в энергетике, атомной промышленности, нефтегазовой отрасли и т.п.
Станки для гибки труб большего диаметра - это уже станки тяжёлого типа: T-133, T-159 и T-219.




|
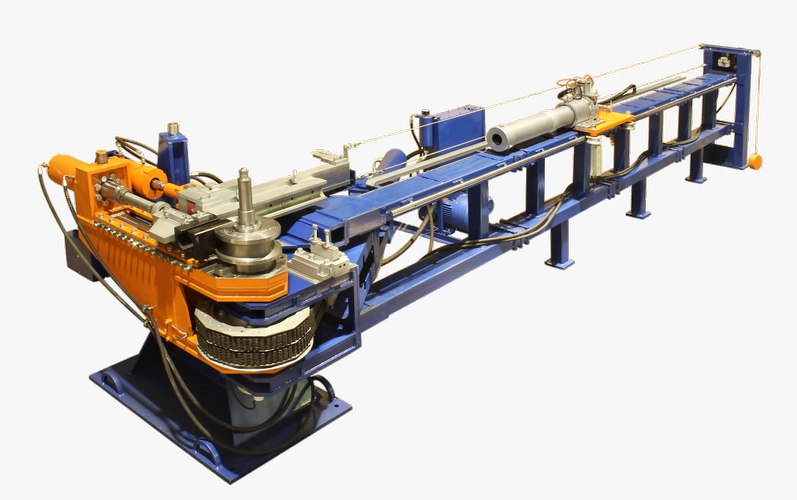
Трубогибочный станок TМ-76 полуавтоматического исполнения с индикацией и программируемыми автоматическими фиксаторами линейного перемещения и поворота трубы в пространстве, правого вращения |
|
Станки такого класса - отличная альтернатива станкам для гибки с нагревом (обычно ТВЧ), имеющая неоспоримые преимущества в скорости и себестоимости гиба. Кроме того, следует иметь в виду, что в ряде случаев холодная гибка - единственно возможное решение, поскольку нагрев может быть исключён по технологическим соображениям.
Силовые станки, обладая высокими силовыми характеристиками, одновременно имеют относительно небольшой вес (до приблизительно 5 тонн) и могут быть (по нагрузке) установлены на практически любой пол.
Традиционно трубогибы именуются по наибольшему диаметру изгибаемых труб.
Способность станка согнуть трубу зависит от:
- вращающего момента на гибочном валу;
- конструктивных параметров, позволяющих поместить в станок трубу нужного размера;
- качества приводов станка, обеспечивающих нужные режимы гибки;
- возможности установки на станок современного инструмента;
- высокой жёсткости узлов станка, что особенно трудно сделать при больших необходимых изгибающих усилиях;
этим, в частности, отличаются высокопрофессиональные станки (такие, как наши), от халтуры из известной страны и любительских "пионерских" поделок.
Основной силовой параметр общепромышленного станка - момент на главном валу. Мы условно относим к силовым станкам станки с моментом, превышающим 15000 Н*м (около 1.5 тонн*м - поскольку большие числа длинно произносятся и ненаглядны, мы используем термин "тонн*м", полагая его приблизительно равным 10000 Н*м).
Иногда некоторые производители злоупотребляют названиями и называют станки (или указывают их параметры) с завышением диаметра трубы. При этом вращающий момент (основная характеристика станка) часто вообще не указывается. Практически это приводит к тому, что предприятие, купившее станок, обнаруживает, что наибольшая труба, указанная в паспорте или названии, хотя и может быть согнута, но, в лучшем случае, на значительно больший радиус, чем ожидалось. В худшем случае труба не гнётся вообще.
Мы всегда указываем силовые параметры станков и даём характеристики труб, которые могут быть согнуты на наших станках.
Традиции нашего предприятия таковы, что мы указываем эти цифры с некоторыми запасами. Это значит, что каждый станок на самом деле способен развить усилие несколько больше указанного.
Все трубогибочные станки могут быть поставлены в исполнениях от простого полуатоматического до полностью автоматического.
Основные параметры силовых трубогибочных станков приведены в следующей таблице.
Для того, чтобы правильно понимать эту таблицу, посмотрите, пожалуйста, разъяснения указанных в ней параметров (они приведены под таблицей).
| Параметр | TМ-76 | TМ-90 | TМ-108 | TМ-114 |
| Номинальный наибольший крутящий момент на валу гибочного инструмента станка, (тонн*м) | 2.5 | 4 | 6 | 8 |
| Наибольший диаметр изгибаемых труб | 76 мм | 90 мм | 108 мм | 114 мм |
| Наименьший диаметр изгибаемых труб | конструктивно не ограничен | |||
| Наибольший радиус гиба |
исполнения: 400 мм 600 мм 800 мм |
исполнения: 450 мм 600 мм |
исполнения: 500 мм 600 мм |
исполнения: 500 мм 650 мм 800 мм |
| по заказу может быть увеличен | ||||
| Наименьший радиус гиба | конструктивно не ограничен | |||
| Длина труб при дорновой гибке | обычно 6000 мм по заказу может быть увеличена или уменьшена |
|||
| Приблизительная масса (кг) | 3500 | 4000 | 4500 | 5000 |
Крутящий момент
на валу гибочного инструмента станка -
важнейшая характеристика станка, позволяющая реально (!) сопоставить станки между собой, а также дающая при наличии знаний и опыта работы возможность определить, какое изделие может быть согнуто на станке.
Дело в том, что многие производители скрывают эту величину и выдают вместо неё, например, такое ("на станке могут быть согнуты трубы до 76 мм диаметром толщиной стенки до 3 мм"). Такая характеристика на самом деле не говорит почти ничего. Это не означает даже, что ВАША труба 76x3 может быть согнута на станке (а, например, радиус гибки? а материал? - это всё важно).
Необходимое усилие гибки может очень сильно отличаться от теоретического усилия изгиба. Поэтому станок, позиционируемый одним производителем, как 76-й, может на деле оказаться слабее станка, позиционируемого другим производителем, как 63-й.
Не следует путать её с другой - моментом сопротивления, часто указываемым некоторыми производителями. Дело в том, что расчёт на основе момента сопротивления может ввести в неприятное заблуждение, поскольку очень большие потери усилия уходят на преодоление трения инструмента о трубу и т.п. Например, при некоторых случаях мы берём коэффициент запаса к чистому изгибу, равный 2.5 (!).
Определить точно, можно ли согнуть данное конкретное изделие на данном конкретном станке можно, проконсультировавшись с нами:
|
|
+7 (812) 970-30-05 |
|
|
+7 (960) 283-57-59 |
|
m@trubogib.ru |
Наибольший диаметр изгибаемых труб -
в это понятие мы вкладываем чисто геометрический смысл - это значит, что трубы диаметров не более указанного спокойно укладываются на станке для гибки;
одновременно это даёт приблизительную оценку трубы, которая может быть согнута на станке;
во всяком случае, мы не знаем ни одного станка в мире (!), который бы превосходил наши станки по этому параметру, то есть, если мы говорим о станке T-XXX, то мы не знаем в мире более сильного станка, который назывался бы станком на диаметр XXX.
Наименьший диаметр изгибаемых труб -
на наших станках не ограничен конструктивно - теоретически можно гнуть проволоку; но надо помнить об изгибании тонких трубок под собственным весом - для этого случая у нас есть специальные решения (проконсультируйтесь с нами).
Наибольший радиус гиба -
обычно может быть увеличен до необходимого заказчику, обычно увеличение его до 600 - 800 - 1000 мм не представляет проблем
Наименьший радиус гиба -
конструктивно не ограничен, определяется технологией гибки. Современные стандарты предусматривают 1.5 D трубы. При гибке с бустером можно добиться радиуса 1D. Отсутствие конструктивных ограничений очень важно - например, на многих станках крепление инструмента осуществляется на вал определённого диаметра. Соответственно, на таких станках невозможно сделать гиб на радиус меньше определенного радиуса (определяемого диаметром вала). На наших станках такого ограничения нет, наименьший радиус гиба конструктивно не ограничен.
Наибольший угол гиба -
наибольший угол, на который может быть повёрнут гибочный диск; в обычном варианте это 190-195 градусов, т.е. к углу 180 градусов для перегиба (на пружинение трубы) мы оставляем 10-15 градусов, чего практически всегда более, чем достаточно. Это не означает, что нельзя согнуть изделия с большими углами - этого применяется специальная остнастка - консультируйтись с нами.
Длина труб при дорновой гибке -
длина трубы от начала первого гиба до конца трубы (то есть, собственно труба может быть ещё длиннее); наши станки выполнены по модульному принципу, при необходимости максимаьная длина трубы может быть существенно увеличена, например, мы выпускали станки для дорновой гибки труб длиной 12 м.
Длина труб при бездорновой гибке -
не ограничена.
|
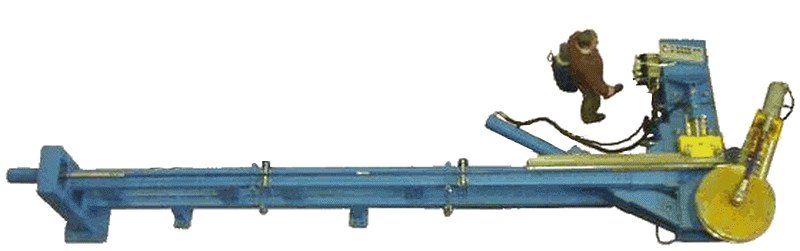
Трубогибочный станок TМ-76 для труб длиной до 8 м |
|
Точность угла гибки -
обычно 0,1 градуса; собственно, практически все серьёзные производители станков дают точность 0.1 градуса; связано это с эмпирической разумностью этой точности - на реальных трубах погрешность линейного отклонения концов трубы, допустимая с точки зрения их применения, при пересчёте в углы даёт примерно эту величину, а значит, получать большую нецелесообразно; точность может быть увеличена до необходимой заказчику.
Рабочая жидкость -
обычные легко и повсеместно доступные гидравлические масла.
Объём рабочей жидкости -
около 50 л. - это не опечатка, объём масла для такого класса станков действительно крайне мал (обычные величины - 200 л. и выше); такой малый объём возможен благодаря правильной и продуманной конструкции гидравлики станка и системы управления.
Электропитание -
обычное, от сети переменного тока. Возможно питание и от одной фазы. И, даже если у вас совсем плохое питание, эксплуатация станка всё равно возможна, мы устанавливаем в этом случае специальную защиту питания.
Тип привода -
электрогидравлический - вообще, привод - это наши проблемы, они не должны становиться проблемами заказчика. Привод должен обеспечивать характеристики станка, быть надёжным, простым в эксплуатации и дешёвым в ремонте через много лет. Поэтому мы не пишем фраз типа "гидравлический сервопривод фирмы *** обеспечивает высокую точность гибки", рассчитанных на чисто рекламный эффект "умных слов". Мы говорим просто - применяемый нами привод прост, неприхотлив, элементарен в обслуживании, надёжен в любых условиях и крайне дёшев в ремонте. При этом он даёт указанную точность и скорость. Вы легко можете убедиться во всём этом сами.
Максимальная скорость гибки -
напрямую завязана с мощностью станка;
в теории они связаны простым соотношением:
мощность = момент * скорость гибки
На практике вносятся поправки, связанные с потерями на трение (всех видов).
Мощность электропривода -
может быть любой - практически от 2 кВт и выше - даже можем выбрать эту величину по желанию заказчика, исходя из доступной ему мощности и требуемой им производительности. В принципе, нет никаких проблем согнуть трубу диаметром 219 мм станком с электроприводом от одной фазы и нуля, но он будет работать медленно.
Компоновка узлов -
пульт управления и и маслостанция могут быть установлены заказчиком в удобном ему месте, что уменьшает требования к помещению; они связваны со станком проводом, легко соединяющимся и отсоединяющемся.
Приблизительная масса -
масса станка очень сильно зависит от множества деталей, в частности, максимальной длины длины труб, максимального радиуса гибки, уровня автоматизации.
|
|
+7 (812) 970-30-05 |
|
|
+7 (960) 283-57-59 |
|
m@trubogib.ru |
© Все права защищены, 1993 - 2023.